
Conclusions
-
1.
During belt grinding the maximum contact temperatures are half those that occur during grinding with abrasive wheels.
-
2.
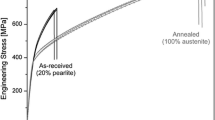
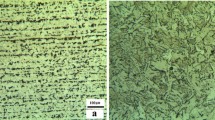
With increasing temperatures in the grinding zone there are substantial changes in the phase composition of the surface layer, which can be used to determine the quality of the surface layer.
-
3.
It is recommended that the maximum temperature in the grinding zone not exceed 200–300° during belt grinding of carburized parts of steel 12Kh2N4A.
Similar content being viewed by others

Literature cited
A. S. Pronikov, Fundamentals of the Reliability and Service Life of Machine Parts [in Russian], Izd. Komiteta Standartov, Moscow (1969).
V. A. Landa, "Structural transformations that occur during grinding of tool steels," in: Physical Methods of Investigating and Monitoring the Structure of Tool Steels [in Russian], Mashgiz, Moscow (1963).
B. D. Grozin et al., "Structural transformations during grinding," in: Reports of the Seminar on Surface Quality [in Russian], No. 5, Izd. Akad. Nauk SSSR, Moscow (1961).
L. A. Khvorostukhin, A. E. Perminov, and M. G. Ignatov, "Study of the contact zone during belt grinding in the case of an elastic contact roller," Stanki Instr., No. 6 (1975).
Additional information
Moscow Aviation Technology Institute. Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 1, pp. 58–59, January, 1979.
Rights and permissions
About this article
Cite this article
Ignatov, M.G., Perminov, A.E. & Mamonova, F.S. Structural transformations in steel 12Kh2N4A during belt grinding. Met Sci Heat Treat 21, 70–72 (1979). https://doi.org/10.1007/BF00800405
Issue Date:
DOI: https://doi.org/10.1007/BF00800405