1. Introduction
Steel manufacturing requires more homogeneous and cleaner products in terms of inclusions, chemical segregations and porosity. Chemical segregations at the product scale cannot be reduced once the product is fully solidified and are responsible for the differences of mechanical properties in rolled products. Those macrosegregations arise because of the relative motion between the sedimenting solid grains and the thermosolutal convected liquid phase. Consequently, the number, shape and size of the grains are expected to have a great impact on the relative motion and thus on the final macrosegregation profile. Good characterization methods to measure grain properties are of primary importance. Moreover, improvements in casting processes need multi-scale and multi-physics numerical modeling. To be realistic, these models need an extensive description of the grain properties at the beginning of solidification [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10]. Those numbers are not accessible for industrial castings, and postmortem techniques need to be developed.
Conventional metallography uses 2D measurements for equiaxed dendritic grain size measurements [
11,
12,
13,
14,
15]. More recently, computer-aided methods that take binary images as the input can be found in the literature. On these binary images, combined segmentation/erosion methods to isolate individual dendrites have also been applied to equiaxed dendritic structures [
11,
12], as well as intercept techniques, [
13,
14,
15]. They only measure primary and secondary dendrite arm spacings. Moreover, these image processing techniques give only qualitative and non-comparative results as they are very sensitive to the segmentation and filtering steps, which remove very small objects. Finally, the major drawback of these techniques is that for non-convex 3D objects, no stereological relationship exists to estimate the 3D properties of the grain distribution. It is then necessary to move to 3D in order to characterize equiaxed dendrites.
Advanced techniques like computed X-ray tomography [
16,
17,
18,
19] or serial cutting/polishing have been used to assess the real 3D grain size of dendritic structures [
20,
21]. The large size of equiaxed grain structures, which is in the order of magnitude of 1 , in addition to the low chemical contrast as encountered in heavy steel ingots makes using X-ray computed tomography quite impossible. The same problem exists with commercially available serial polishing microscopes for steel. For such large structures, conventional cutting remains the best solution. An example was given by Laren and Fredriksson in 1972 to identify the shape of one columnar grain (five slices) and one equiaxed grain (three slices) [
22]. However, the small number of cutting planes and number of grains prevented drawing a general conclusion about dendritic equiaxed grains.
The current study in this paper proposes a macro serial cutting method to characterize 3D centimetric equiaxed grains and to estimate the 3D volumetric equiaxed grain density for industrial steel ingots. The method used along with its advantages and its drawbacks are presented with one example of an industrial ingot. It is depicted that the grain density, the characteristic size, the shape and the orientation of the 3D equiaxed grain distribution can be determined with this method.
2. Materials and Methods
2.1. Material and Microscopy
The steel grade used in this study is 100Cr6 (ASTM 52100). 100Cr6 is a through hardening steel used for bearing steel. It is industrially cast as ingots, and its nominal composition is given in
Table 1. A
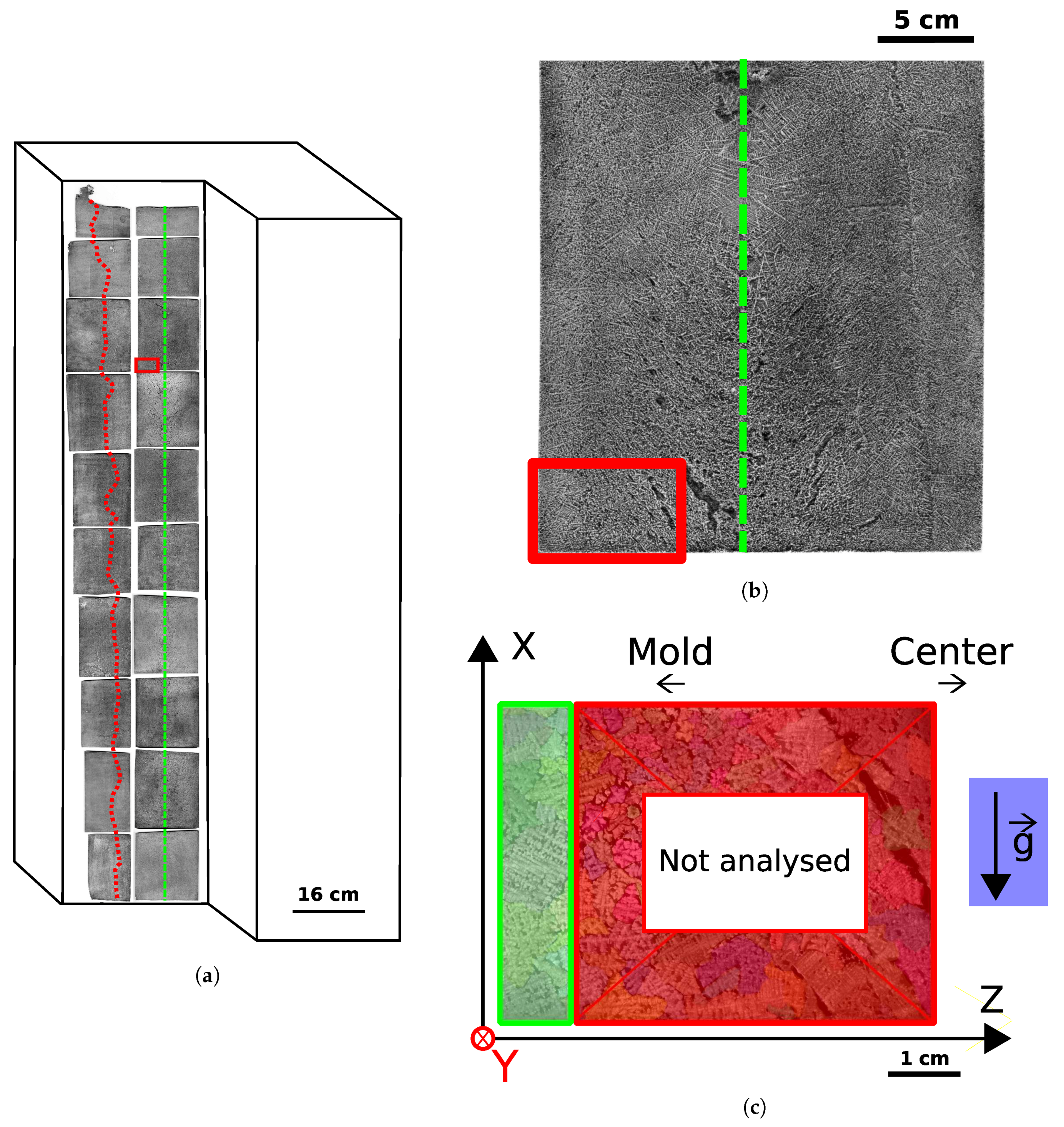
ton 100Cr6 bottom poured ingot was cast in an Asco Industries plant at Fos-sur-Mer, France, for use in this study. as seen in
Figure 1a.
As a part of conventional metallographic characterization, one central slice was cut along the main axis of the ingot and divided into thirty sections. Polishing followed by macroetching in a warm 15 wt % HCl aqueous solution was performed on each section to reveal the solidification structure. It must be noted that electron back-scattering diffraction cannot be used for characterization of low-alloyed steel primary structures. 100Cr6 fully solidifies in -austenite. At lower temperatures, primary austenite undergoes solid state phase transformations, and all the primary crystallographic structure is transformed. In the as-cast state, 100Cr6’s microstructure is mostly fully pearlitic. Dendrites exist at room temperature only as chemical segregations that can be revealed with an appropriate reagent.
Macrostructures were imaged on a high resolution Expression 12000XL EPSON scanner (EPSON, Suwa, Japan). Of these etched structures, one sample has been chosen in the equiaxed zone and outlined in
Figure 1. The sample is located 60 cm from the top of the ingot and
cm from the central axis of the ingot (drawn as the green dotted line). The distance from the edge of the sample to the columnar-to-equiaxed transition (drawn as a red dashed line) is 7 cm. The top and the bottom of the ingot are located at the left and right side of the figure, respectively. The sample dimensions are
.
2.2. Serial Cutting
On the sample taken from the ingot in
Figure 1a, 12 slices of
mm in thickness were cut by wire erosion, the diameter of which is 300
. Those slices are taken in the green part of
Figure 1c with their normal vectors parallel to
. The total analyzed thickness was 1 cm, which is the width of the green area along the ingot radial direction,
. Marks were made before the cutting to ensure that each slice was properly tracked and the final slice had dimensions of
. Optical microscopy was used to control the slice widths, where no defect in parallelism was observed.
2.3. Manual Outlining of Individual Grains
All the slices were ground up to 4000 SiC paper, and the final polishing was performed with a 3 diamond suspension. The solidification structure was revealed by warm etching in a supersaturated picric acid aqueous solution (Bechet–Beaujard reagent). Micrographs were taken with a Axioplan 2/Axiocam MRc5 optical microscope (Carl Zeiss, Oberkochen, Germany). The motorized platform combined with Axiovision software (version 4.6) allowed macroscopic tile images to be created.
The freeware Fiji was used for image analysis [
23]. Manual identification of each 2D grain was performed after histogram equalization. Orientations of the dendrite primary axis and secondary arms were used to outline one grain on the first slice. Once a grain was outlined on its first slice of appearance, primary axis and secondary axis of the same grain were once again used as indicators for outlining on the other slices. The process was repeated until the grain could not be seen on the other slices or until the last slice was reached. Other grains were then outlined with the same procedure. A total of 390 2D contours were drawn manually.
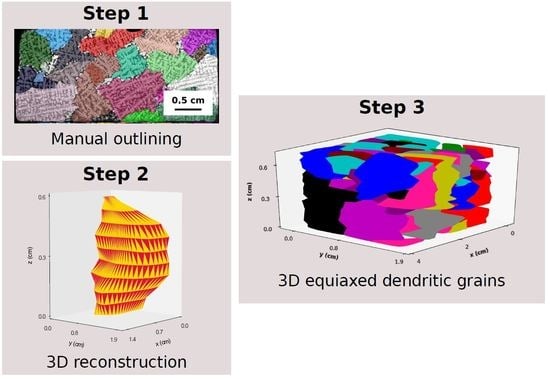
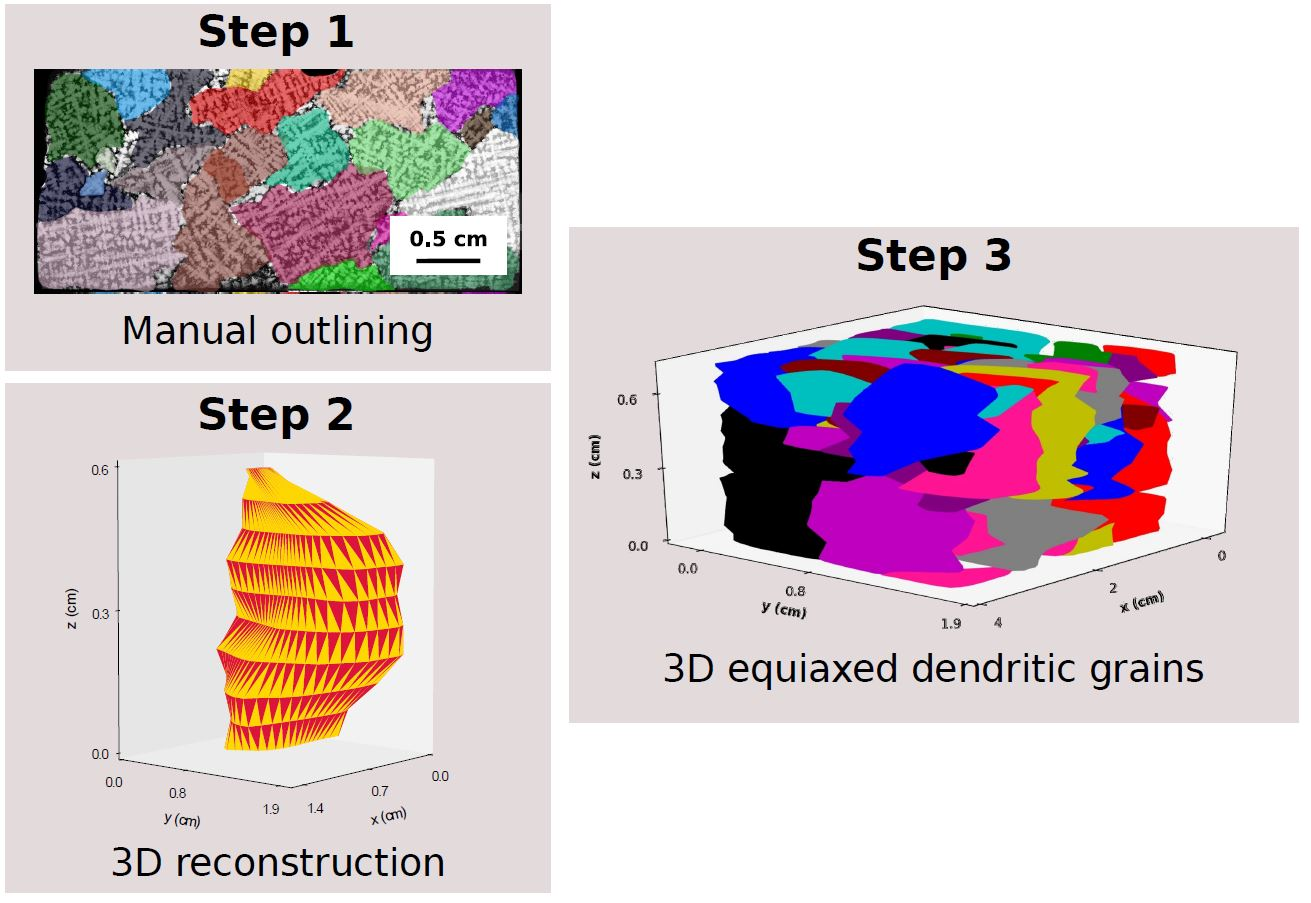
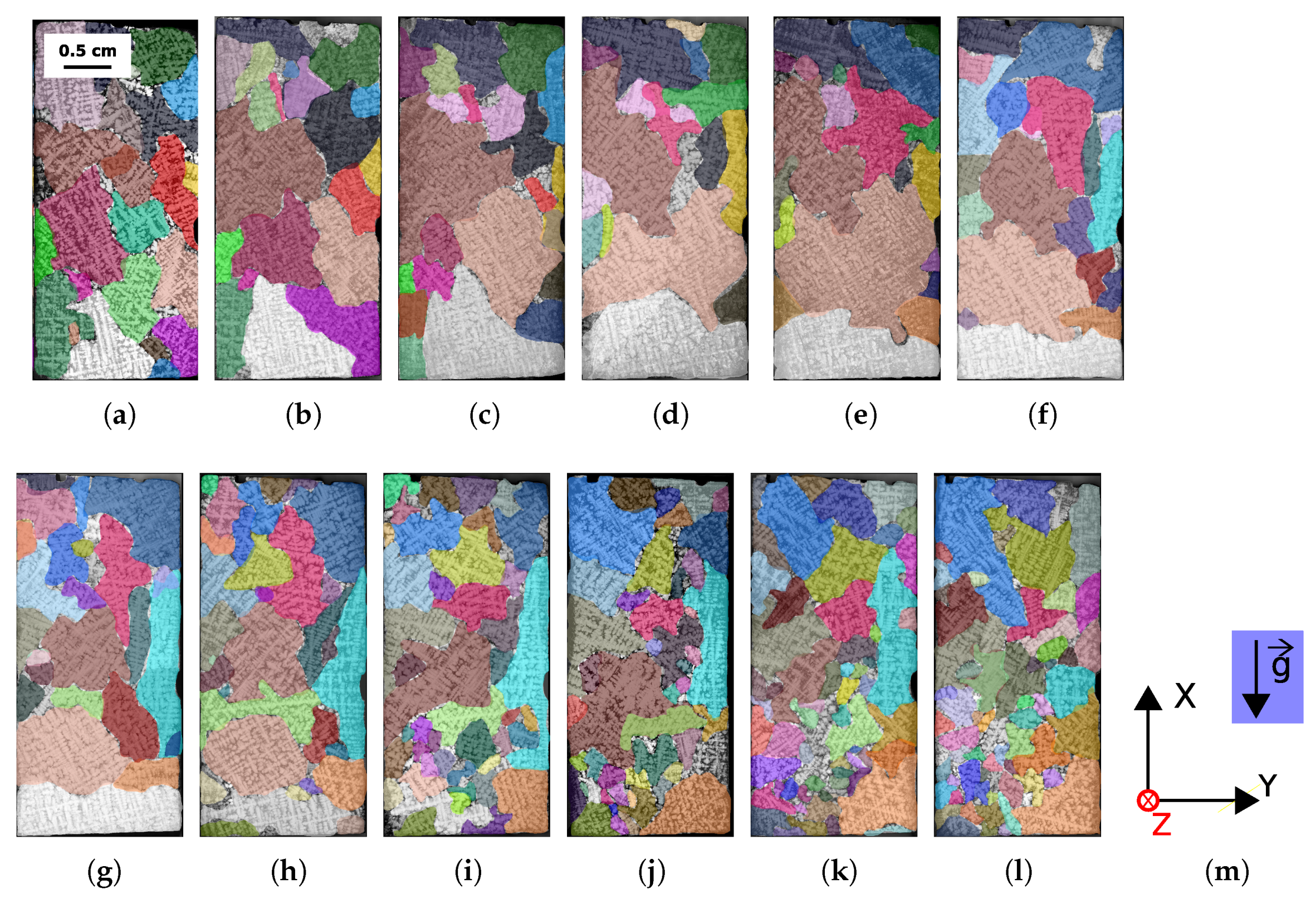
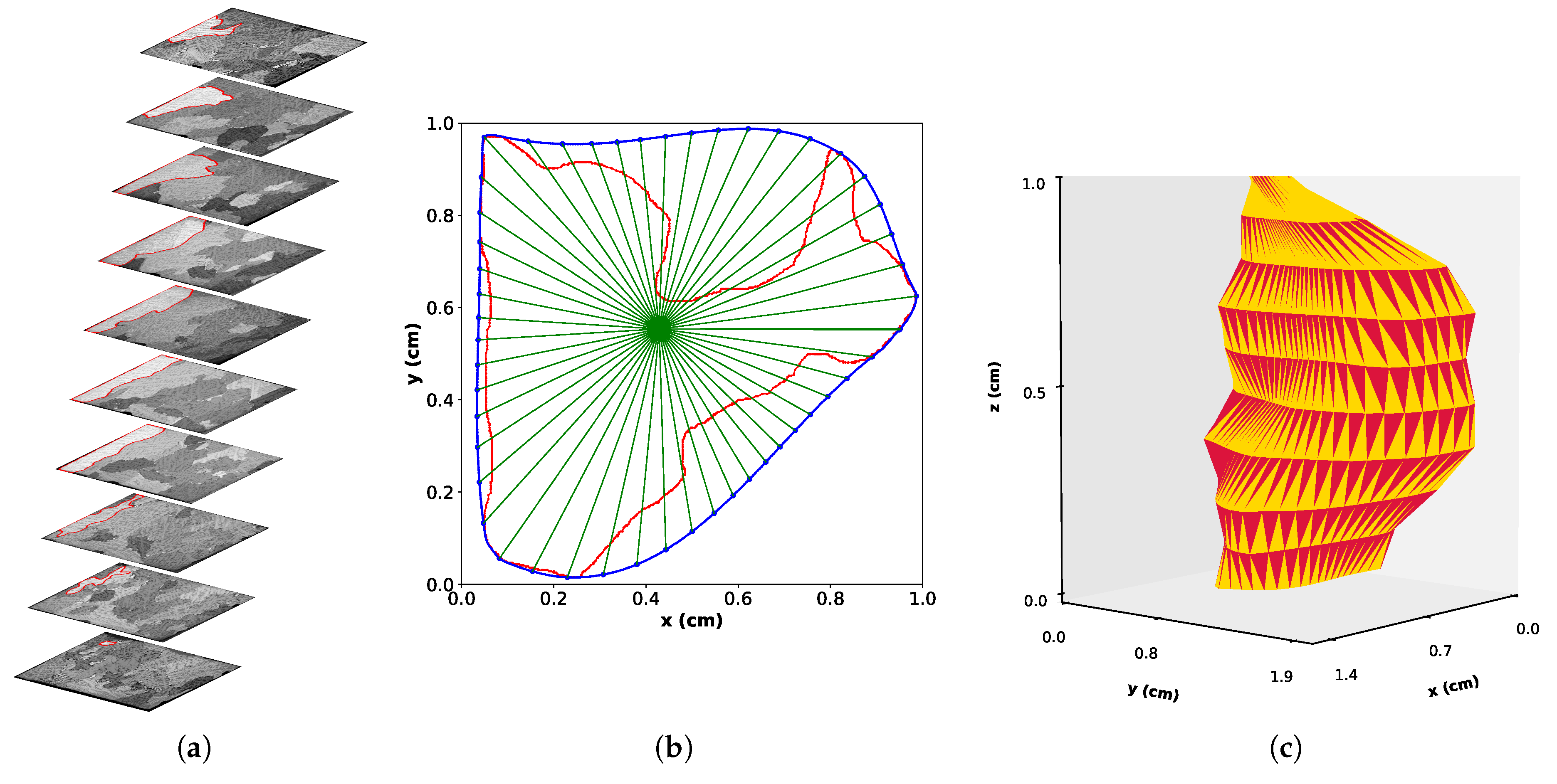
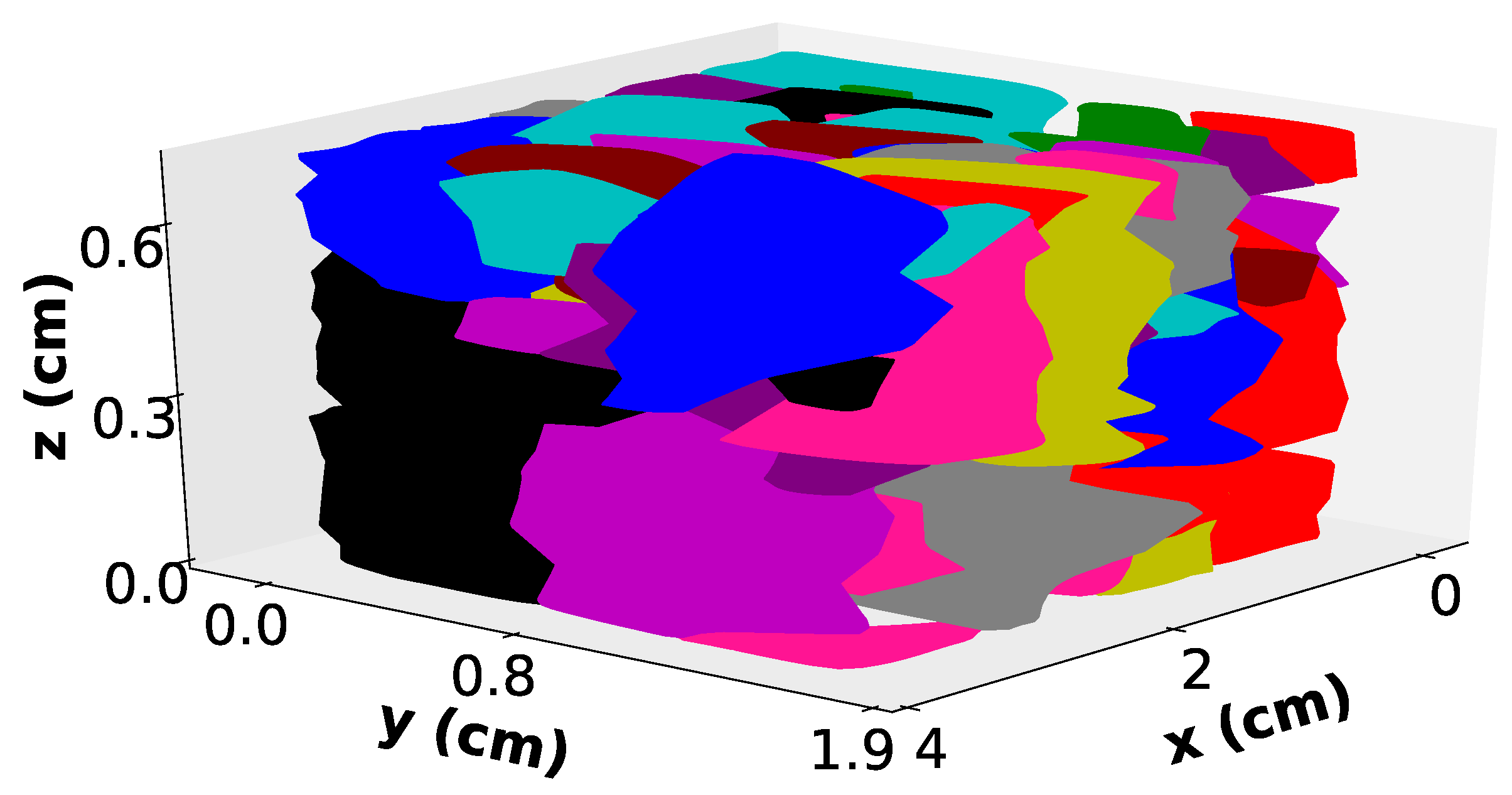
A custom Fiji macro was used to store all the data about each 3D grain as a Fiji region of interest. The macro also produced a colored image of each individual slice, where each grain remained the same color on each slice. The final output is presented in
Figure 2.
2.4. 3D Reconstruction
A program was written in Python 3 to reconstruct each grain in 3D as shown in
Figure 3. After retrieving the data per grain from Fiji (as shown in
Figure 3a) using the read-roi functions developed by Mary et al. [
24], each 2D contour belonging to the same 3D grain needed to be discretized. As the main goal is surface reconstruction, polar discretization was done on each contour with the same predefined array of angles. Henceforth, each angle is represented as a line, which is depicted in
Figure 3b. If random points were taken on two successive contours, vertices could cross each other, and the surface would not be properly reconstructed. The chosen grain in
Figure 3 is the white grain at the bottom of each slice in
Figure 2a–i.
To ensure that the solution is unique for each angle, the discretization must be performed on a convex surface. The convex hull of the contour, i.e., the external blue contour in
Figure 3b, was used. Each angle was then computed with respect to the center of mass of the new convex contour. This point is the origin of all the blue lines, and each line represents one angle.
The intersection between the lines and the convex Hull contour are the points used for the reconstruction of the surface in 3D between two sets of contours. The final result for one grain is shown in
Figure 3c. The number of 3D grains retrieved in the sample volume from the twelve slices is 171. This 3D reconstruction is only used for graphical purposes.
For the analysis, the use of grain area and grain volume is inconvenient in the international unit system. Image analysis studies often compare lengths by using equivalent circle and sphere diameters. Those equivalent diameters do not make any sense in the present case because the 2D dendrite morphology is very far from being circular.
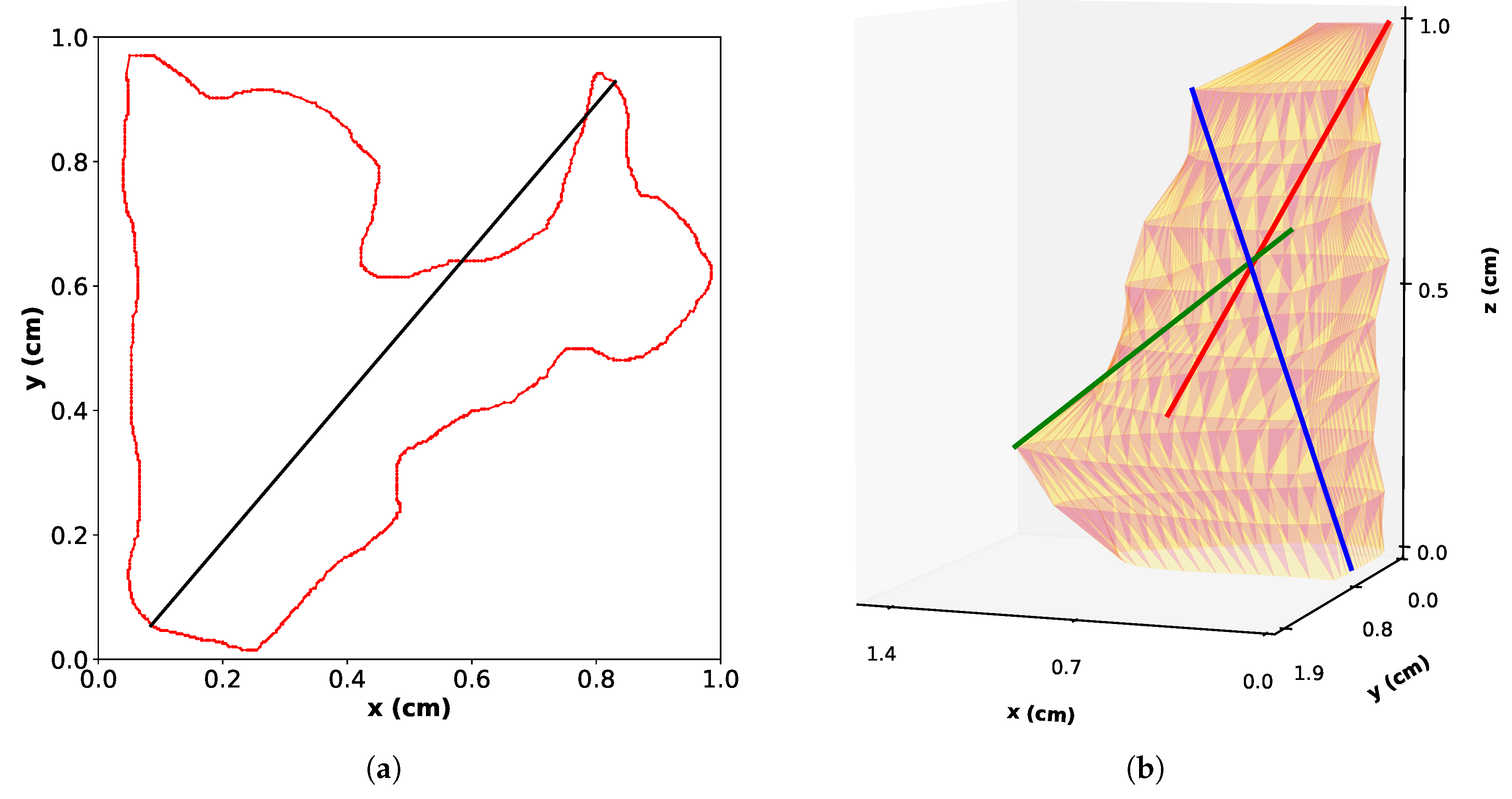
The Feret diameter, which is defined as the longest distance between two points in a cloud of points, can be considered as a more physical length to describe the grains. For 2D objects, Feret diameters are found from the 2D point clouds created by the manually-drawn concave contours. An example of Feret estimation is shown in
Figure 4a for the grain contour from
Figure 3a. It can be seen that for concave contours, the Feret diameter may not lie in the drawn contour. For 3D objects, the point cloud for Feret calculation is the sum of all the 2D contours that belong to an individual grain.
In our dataset, it has been verified that grain area and grain volume are respectively proportional to the square and cube of the 2D and 3D Feret diameters. As a consequence, these two parameters are relevant to describe the geometry of equiaxed dendrites. They are also quite easy to handle, to compute elongation factors and also to define orientation angles. Feret diameters (2D or 3D) alone are sufficient to precisely describe a 3D object because they cannot describe if an object is isotropic, and other size parameters need to be introduced in other directions of the space.
Secondary and tertiary Feret diameters are defined similarly to 3D Feret diameter (also called 3D principal Ferret diameter): the secondary Feret diameter is defined as the longest distance found in a direction perpendicular to the principal Feret diameter, whereas the tertiary Feret diameter is the longest distance perpendicular to the principal Feret diameter and the secondary Feret diameters. To ensure that those other Feret diameters always numerically exist, the perpendicularity condition needs to be relaxed with a tolerance of ± 5
. This is because of the lack of data in between the different slices that creates non-existing z positions and angles in the 3D cloud point. Examples of the 3D principal, secondary and tertiary Feret diameters are given on
Figure 4b for the 3D grain of
Figure 3c. It has to be noted that with those definitions, nothing ensures that the three 3D Feret cross all at the same unique point.
4. Discussion
The main drawback of the method is that all the grains are kept during the analysis. Usually in image analysis, objects that intercept picture sides are removed [
27]. This is not the case in the present analysis because of the small size of each slice and also the large grain size. It is a source of errors in the estimation of grain size, orientation and shape factors. However, it can be corrected in the evaluation of the volumetric grain number density, which is the most important parameter in this study. This can be done by adding factors regarding the number of picture sides that the grain is crossing [
27]. In the same way, some grains are only observed on one slice. The size of these grains is only estimated in 2D and thus under-evaluated. Last, but not the least, grains finer than the total distance between two observation planes are lost.
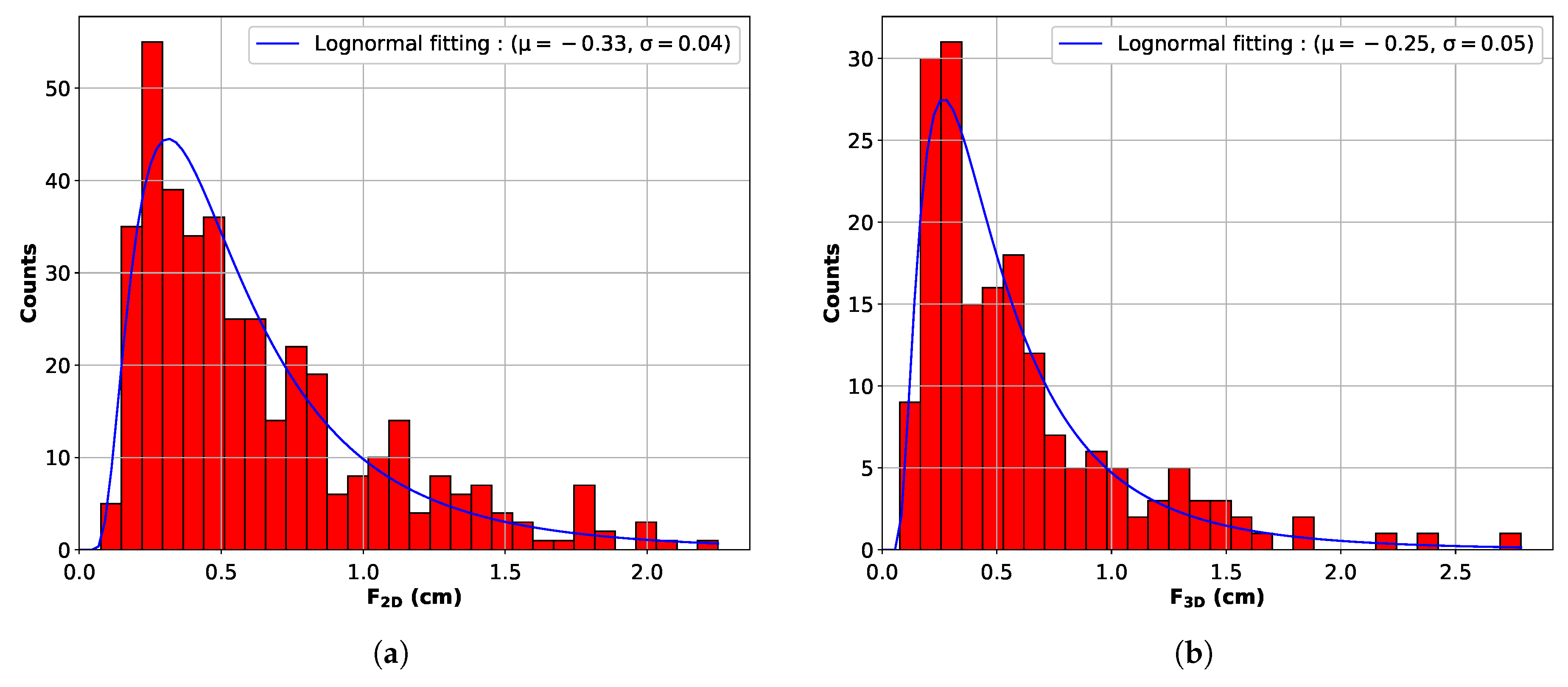
As previously stated, common practice for equiaxed grain size determination is 2D measurement, which is a fast way to obtain rudimentary results. In this case, the 2D grain size measurements allow us to establish a mean grain size of
cm. Previous measurements reported by Kumar et al. on the same kind of ingots gave experimental grain size values on the order of
cm via the ASTM E-112 intercepts technique [
28]. This kind of measurement gives values related to the secondary dendrite arm spacing and is by nature not adapted to dendritic equiaxed grain size measurements. Secondary arms that intercept the measurement line will be counted as the intercept and will decrease the mean intercepted length. The norm would only be applicable to the manually outlined grain contours that will be 2D convex contours. This case would be equivalent to the usual measurements of austenitic grain size.
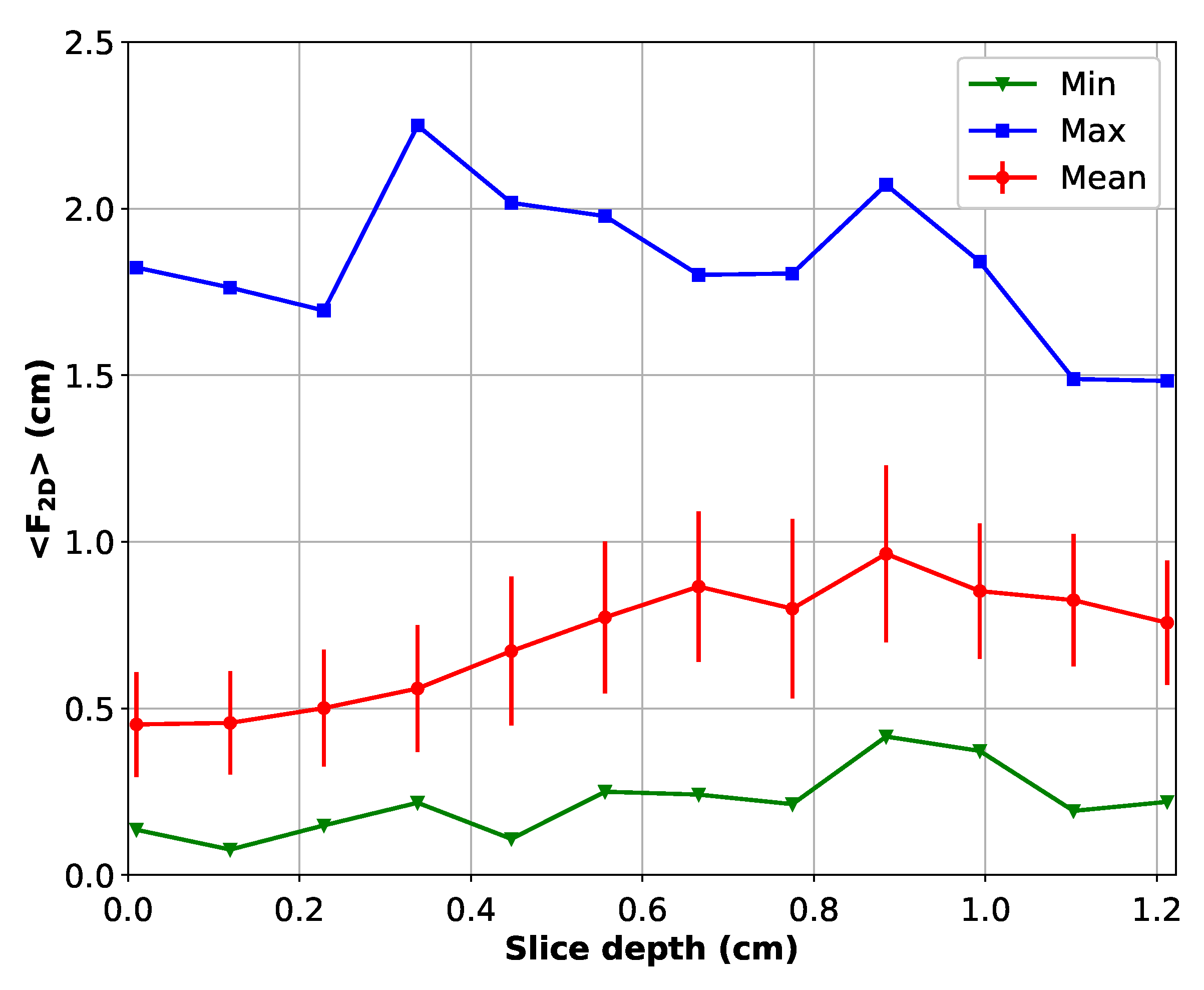
In this study, 3D measurements show that grain size heterogeneities can arise in an industrial ingot on a scale less than 1 cm. On the first slice, the mean 2D Feret is cm, whereas on the last seven slices, the mean 2D Feret length is close to . The 25 % of the largest grains fill 80 % of the analyzed volume. Equiaxed grains appear to be a polydisperse collection of objects, which was not possible to prove with two-dimension analysis alone. The ratio of 0.94 between 2D and 3D mean Feret diameters is a direct consequence of the polydispersity. Random cuttings of each 3D dendrite alone would not give results as close to unity because of the low shape isotropy (i.e., secondary and tertiary elongation factors far from one).
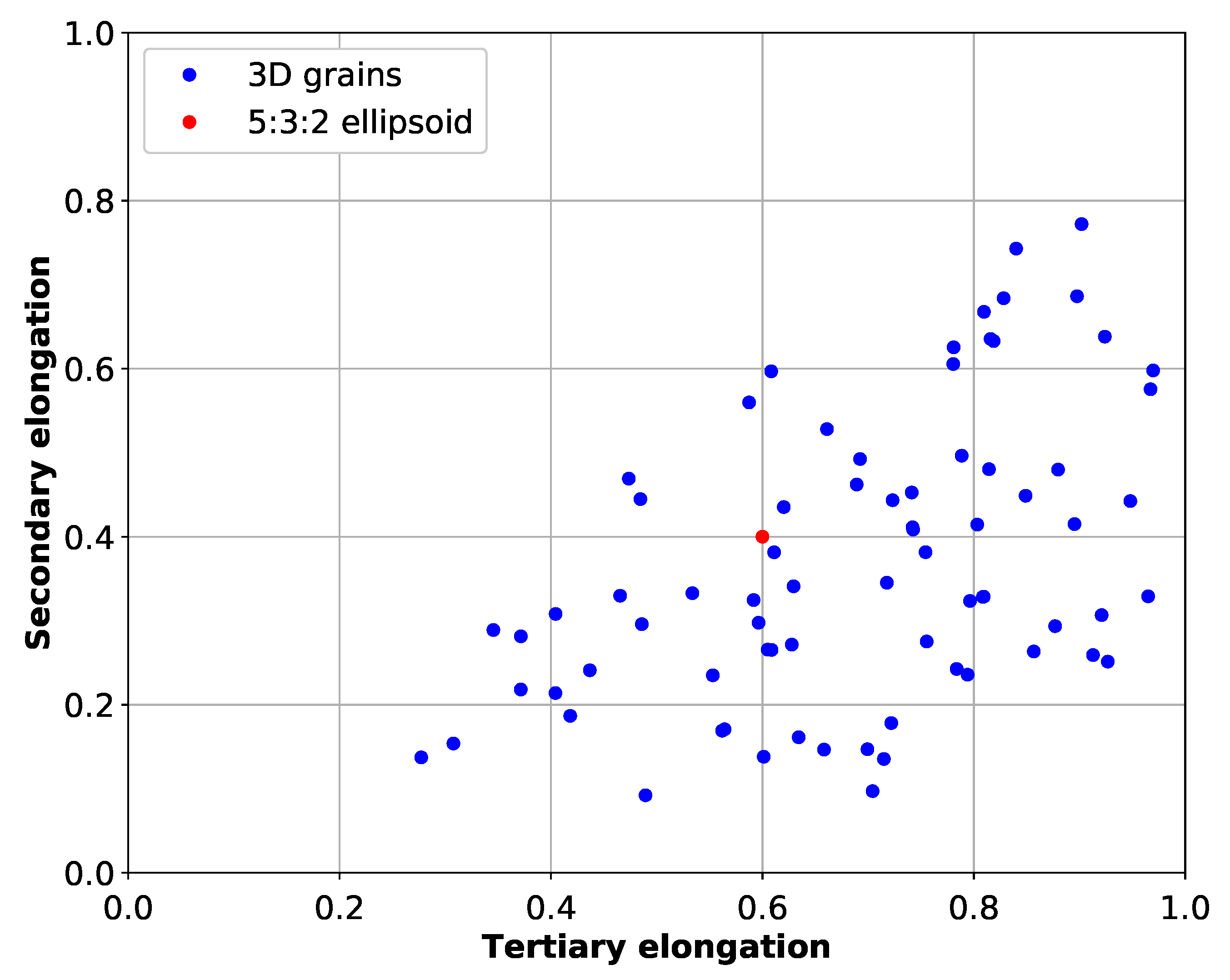
Three-dimensional analysis indicated that grains are elongated and not fully isotropic. The real shape of dendritic grains can be estimated by ellipsoids at the first order. This means that no good estimation, in terms of volumetric grain number density, can be made with only 2D measurements. For example, by neglecting the concave shape of equiaxed dendrites, it is possible to estimate the volumetric grain number density by dividing the mean 2D surface grain number density by the 2D mean Feret diameter, which is /. Though the order of magnitude is correct, the numerical value is four-times lower than the 3D value. It has to be noted that 2D and 3D Feret diameter calculations are performed on concave contours. The 2D and 3D Feret diameters as defined in this study may not be fully contained respectively in the surface or volume of interest. This underestimation accounts for one part of the difference between the volumetric density estimated from 2D measurement and the value estimated from the number of 3D grains.
This parameter is crucial to validate macrosegregation numerical models currently under development like finite volume or finite element models [
4,
29]. Numerical predictions by Kumar et al. for the ingot investigated in this study, consider three different cases with varying initial volumetric densities:
/
,
/
and
/
, respectively [
1]. According to the authors, those initial values produce final castings with structures that are fully-dendritic, mixed globular/dendritic and fully-globular, respectively. The experimental value,
/
, is one order of magnitude less than the smallest value chosen for the simulation. The dendritic morphology as shown in
Figure 2 clearly demonstrates that there is a good agreement between the experimental and the predicted morphology.
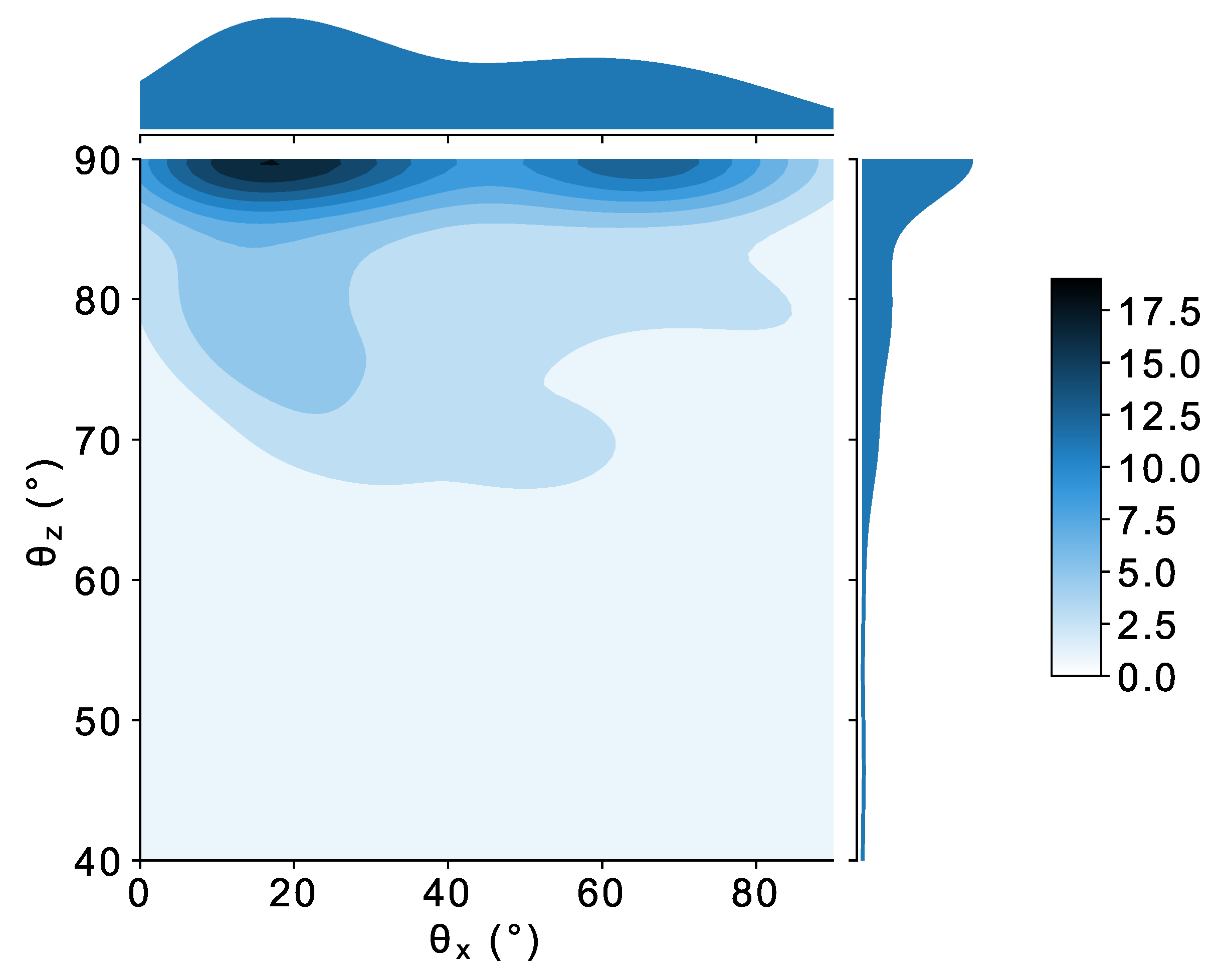
Finally, equiaxed grains are not randomly oriented. Their Feret diameters are always very close to the slicing planes. The most probable angle is perpendicular to the radial direction (relatively to the ingot) and less than 15 disoriented from the direction of gravity. Another characteristic angle exists, perpendicular to the slicing direction, at an angle of 65 degrees from the direction of gravity. These two characteristic angles probably come from the settling period in the liquid prior to packing and from the shape of the liquid pool. This kind of textural effect cannot be retrieved from 2D characterization.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}